| 最小起订 | 1 |
|---|---|
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
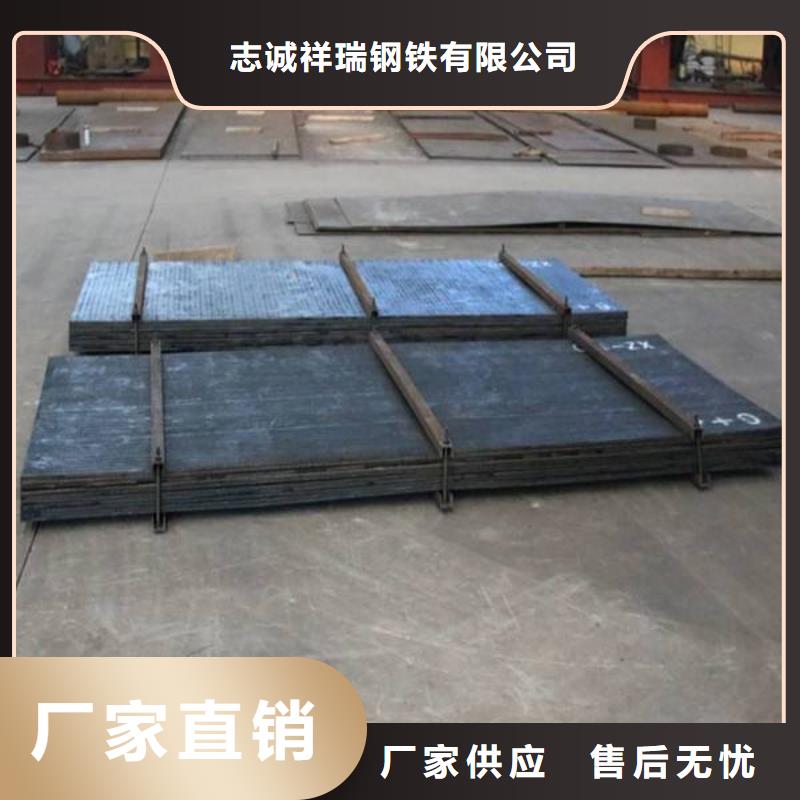
| 堆焊耐磨板 | q235 |
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |

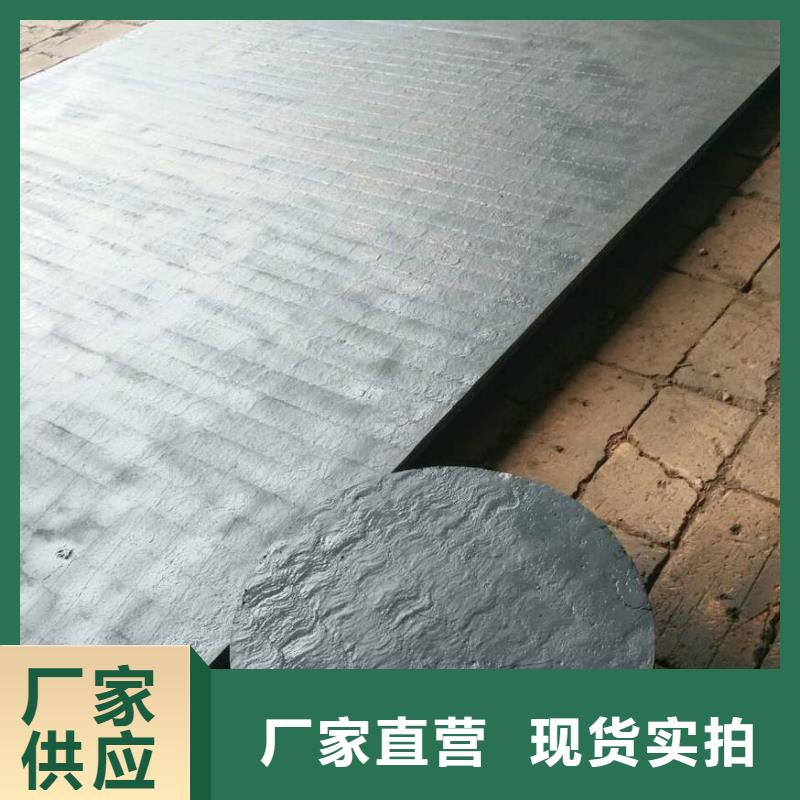
堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。





复合耐磨板的运用冷拉率或者冷拉应力叫做双控。冷拔的过程中单纯只依赖冷拉率或者冷拉应力叫做单控,单控的长处是操纵简朴,但是对于材质不平均的钢板来说,逐根试验不可能达到,从而也不能保证质量。关于实验测定的要求:批次同炉灶的测定试件,数目不能少于四个,每个试件都要经由冷拉力测定出相应的冷拉率,该批耐磨板的实际冷拉率就是试件的均匀值,控制应力在冷拔时已经达到了,假如冷拉率没有超过答应值的情况下,可以认定为合格
在使用冷拉控制复合耐磨板时,要经由试验来确定控制值,而对于预应力耐磨板一定要采用双控方式,采用双控则可以很好地解决这方面的问题。如果耐磨板具有较高的强度,均匀冷拉力低于1%时,冷拉时也要按照1%的冷拉率进行控制。假如冷拉率已经达到了答应值,但是冷拉应力还没有达到控制应力,这种情况下的钢板要降低强度使用。



涌华金属科技有限公司共占地面积30亩,是一家集设计、制作、安装为一体的大型 黑龙江黑河复合耐磨板公司。拥有现代化的 黑龙江黑河复合耐磨板铸造生产线和配套设备,公司将竭诚满足客户不同层次的需求,使客户能以实惠的价格获取新颖、别致、富有创意的设计方案及质量的产品和服务。
我们的宗旨始终是:注重客户需求,重视工艺创新,以其品质和诚信服务,为社会创造优质 黑龙江黑河复合耐磨板!创造一个绿化、美化、生态的人居环境;营造一种文明、高雅、时尚的文化氛围;本公司将与广大客户一道,携手共进,共创美好未来!